电驱的质量风险多数取决于电机定子,定子产线也是最难搞的一环,且在新能源汽车行业快速发展背景下,电驱动总成制造领域的竞争格局和供应链结构正在经历深刻变化。随着市场规模的扩大和技术的进步,扁线电机的高槽满率带来的小型化、低成本的优势得到放大。此外,在应对大规模交付需求时,叠加扁线电机的可自动化制造的优势,扁线电机的渗透率开始迅速提升。
此前的 我们曾写过一篇 ,本期面向未来跟大家聊聊市面上的定子绕组的生产工艺以及未来的演进工艺!
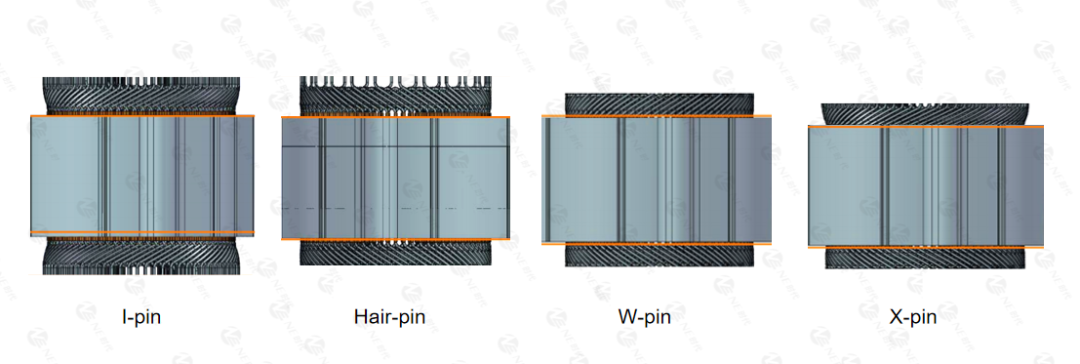
目前的扁线电机绕组形式主要有这几类:Hair- Pin绕组(U-Pin)、I-pin绕组、W- Pin绕组(连续波绕绕组)、以及基于Hair-Pin与I-Pin改进而来的X- Pin绕组,和一些在原Hair-Pin的产线基础上改进的短 Pin绕组。
01.
Hair-Pin与I-Pin工艺的提升点在哪里
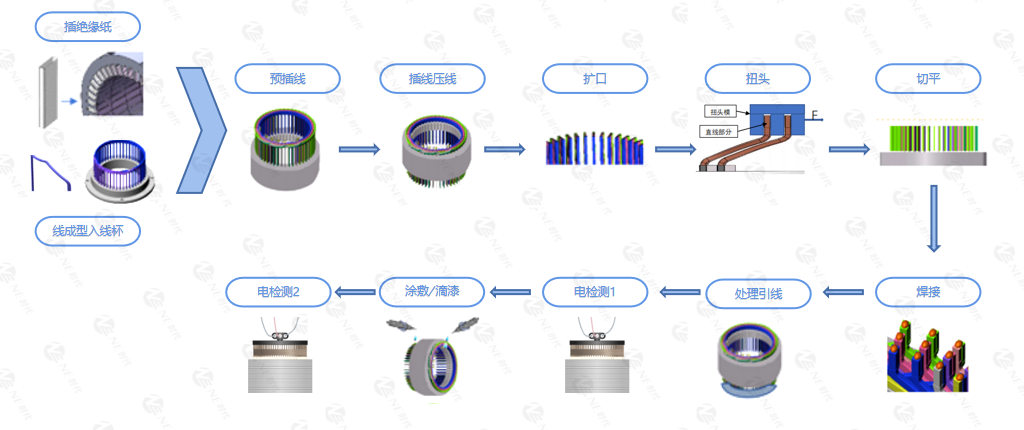
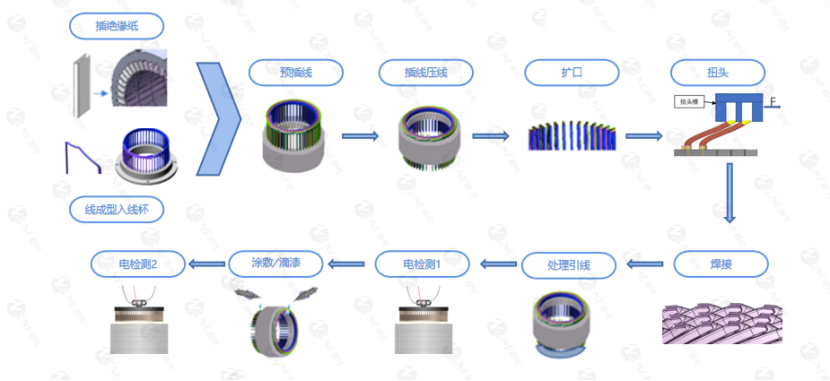
电机的定子需要大约12道工艺流程,且根据绕组形式的不同,定子的工艺也有着很大的变化。目前主要的扁线绕组形式是Hair-Pin和I-Pin,工艺也相对成熟,常规的Hair-Pin绕组工艺需要绝缘纸成型插入、绕组线成型、插线、扩口、扭头、切平、端部焊接、三相线焊接、电测试1、涂敷、滴浸、电测试2。
Hair-Pin绕组工艺流程
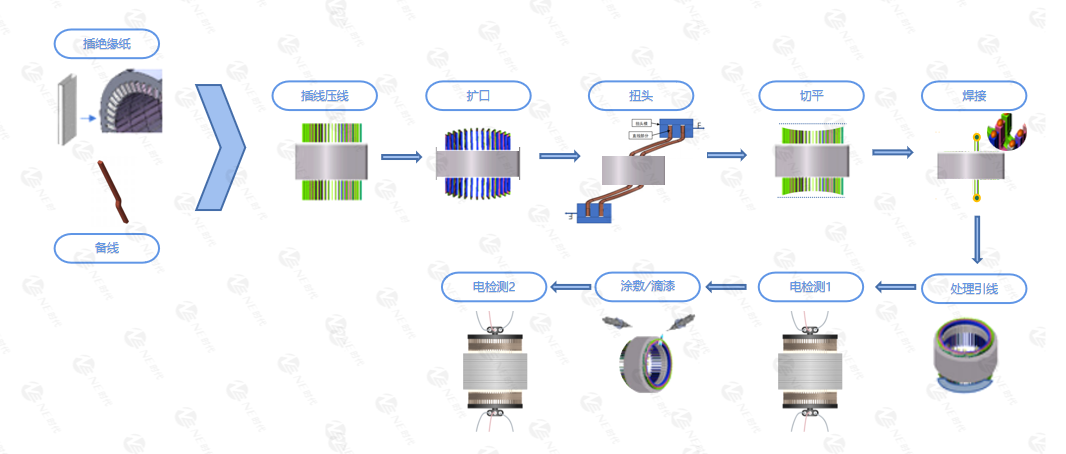
◎I-Pin的工艺较Hair-Pin少了预成型工艺,且还是单槽装配相较Hair-Pin绕组形式节省了一部分装配预留空间,所以I-Pin的槽满率更高,但是需要两端切头、两端 焊接,目前主要是博世在做。
I-Pin绕组工艺流程
Hair-Pin和I-Pin的发展方向主要在设备层面,随着市场越来越大的交付规模需求,各企业在成本和生产效率方面又有了更进一步的想法,集成更多的设备,提升生产节拍!
设备的集成通常适用于一些共用夹具的设备,通过减少中间环节来提高整体生产效率。常见的集成如扩口和扭头、切头和焊接工艺集成,由于两者共用一套工装夹具,集成后节省运输环节,降低设备占地面积,并且生产效率并未受到影响。
另外,生产效率也是重要的提升点,以Hair-Pin为例,一个完整48槽,6层的扁线定子约需要 150 根扁线(I-Pin 则需要约300根扁线)。以节拍2s的成型设备来测算,如果满足90s节拍的生产能力,便需要4台成型设备。因此成型设备生产效率的提升,也一直都是重中之重。
02.
W-Pin工艺有内有外
◎W-Pin 连续波绕组有些企业也叫连续 Hair-Pin ,整体是编制成型两端单独无需焊接, 利用其导线的绝缘就可以满足高压平台的爬电要求,W-Pin所需设备更少,设备投入也更低,加上又省去了涂敷工序,在相同的线径与跨距下,与Hair-Pin产品的端部高度相比有明显下降。
但是W-Pin在工艺开发上的难度更高, 连续的绕组成型技术、线嵌入技术,都是阻碍其大批量生产的难点。 尤其是嵌线的工艺,根据插入方向不同,可以分为内径插入和外径插入。
◎内径插入是通过胀片与铜线之间的受力挤压,来把线均匀向外胀入到铁芯槽内,还不能伤到绝缘纸,此外该方式还要求槽口宽度需大于槽底宽度,相比 Hair-Pin 技术槽满率降低约10-15%,同时存在一定的漏磁风险。
◎另外一种为外径插入工艺,是先把绕组绕在齿上,然后在外面套个铁心套筒。通过焊接的方式将外圆铁芯与内圆铁芯焊接。解决了绕组压入铁心后绕组定型,线圈破损等问题,也顺手也解决了定子槽口,齿槽转矩也会小不少。但是有利必有弊,这种工艺只能焊接表面铁芯,因此铁芯强度存在挑战。
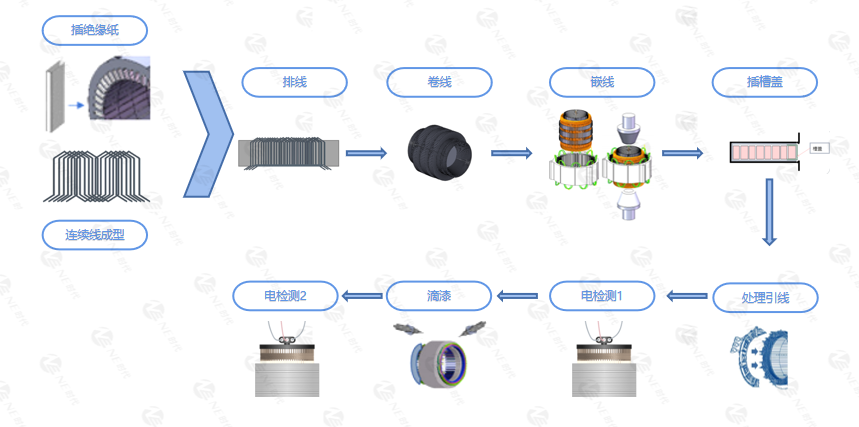
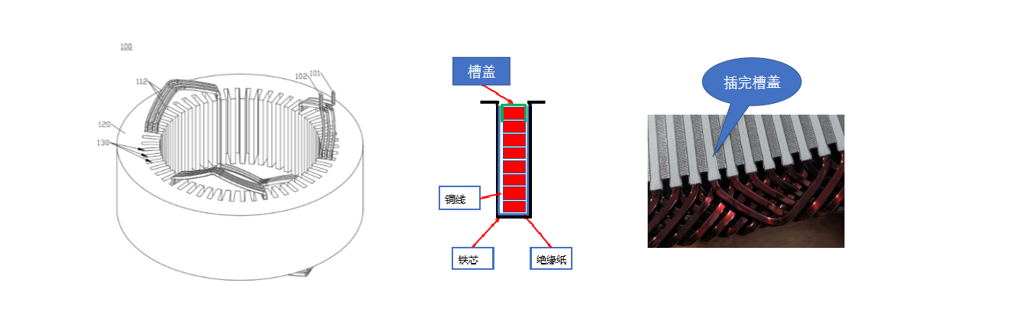
连续的线成型工艺也存在这一定的问题,要保证原厂生产的漆包线没有漆皮损坏,且在连续成型的过程中也要保证不伤漆皮。目前一些量产打样的产线多数是采用内径插入方案较多也比较容易实现,外径方案工艺相对复杂一些,且还存在一些待解决的问题,目前主流的内径插入工艺流程如下:插槽底纸、连续组线成型、排线、卷线、嵌线、插槽盖、三相线焊接、电测试1、滴浸、电测试2。
W-Pin绕组工艺流程
内径插入因为要嵌线所以铁芯要设计成开口槽,其NVH性能较半闭口槽要差一些,工艺上是通过插槽盖来弥补,但也不是长久之计。
03.
X-Pin与短Pin工艺主要在焊接
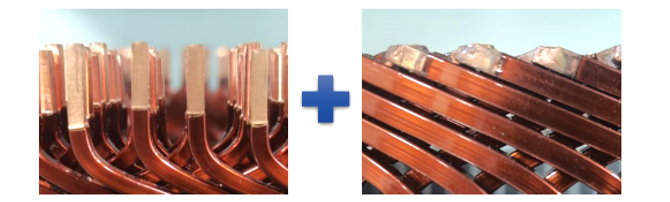
联合电子提出的 X-Pin绕组技术,又给各企业带来新的启发,通过优化焊接端部,降低了电机铜损,也提升了电机效率,据 联合电子研究表明X-Pin绕组相比 I-Pin绕组可缩短43%,相比Hair- Pin绕组可缩短25%,相比W- Pin绕组,可缩短8%。 在保证高槽满率的前提下,X-pin绕组不仅降低了电机整体长度尺寸,还节省了铜线用量,这非常有助于实现电机的小型化。
◎X-Pin的工艺,因为不需要保留直线段,所以相较于Hair-Pin与I-Pin不需要切头工艺, 但是 X-Pin 却对线成型的精度要求和一致性要求很高,因去漆长度仅需几毫米左右,只能用激光去漆的方式。也是因为没有直线段的原因,所以扭线和焊接也成为了 X-Pin 量产的一大难点。
X-Pin绕组工艺流程
◎短Pin的工艺也是基于Hair-Pin与I-Pin工艺改进而来,不同与X-Pin完全去掉直线段,短P in的工艺是保留了一部分直线段,通过提升焊接工艺来保障过流面积、拉拔力,以及焊接时绕组漆皮的热影响。
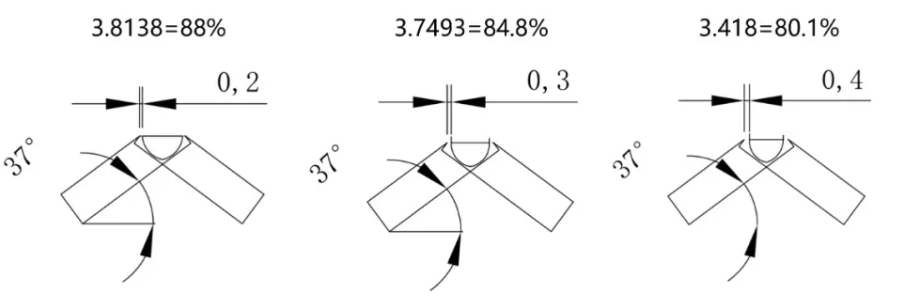
发展短Pin也是因为X-Pin的端部焊接有一定的难度,这也是影响其量产的一个重要因素,要满足焊点的拉拔力>300N,焊接的过流面积要>80%,且还要不伤漆皮这些都是基本的参数控制,X-P in对焊点的效果也是有要求的, 焊点内要无气泡 , 焊接的热影响区域要小 ,适应性也要兼顾,以及焊接是的高低差、错位、不平齐也都要保证其合格率。
图片来源:豪森股份
◎市面上X-Pin主流的焊接技术,就是低温焊接技术,焊接温度低、浸润性好,导电性好,焊接强度高,且焊接后不会烫伤漆膜。联合电子的焊接技术用的是博世的控制系统和传感器技术,结合自主研发的光斑特性化处理和机器视觉技术,能够实时监测焊接位置和焊接质量。也有一些激光焊接企业采用高功率小芯径的中心光束,配合相应的环光功率进行深熔焊。
这其中卡门哈斯的激光焊接比较有意思,其是前过红光激光器再加上识别系统,实现了既焊X-Pin,又焊Hair-Pin,且对比了两种线型的焊接结果,在兼容配置焊接的节拍、面积、拉拔力、热影响区都不比传统的差,甚至节拍更快一些。
除了焊接难点,焊接的工装夹持也是一扇技术高墙 ,Hair-Pin绕组焊接的时候是把前面的直线段抱夹,四面都可以夹住的,比较好操作;X-Pin的装夹是没有办法去抱夹的,因为两侧是斜面,只能从径向夹面,这样操作空间就会非常小,对工装设计要求非常高,目前针对X-Pin的夹持有径向夹紧与周向支撑这两项技术。
短Pin的焊接与工装相比X-Pin容易一些,通过微调设计焊接端的直线段,保留了一部分必要的长度使其能够借用Hair-Pin定子的扭头、焊点夹紧、焊接等关键工序,所以焊接与焊接夹持方面对产线设备的精度要求基本与Hair-Pin一致,很适合量产。
04.
面向未来的电机产线
上述工艺都是基于定子设计来走的,未来定子的线型会越来越多、工艺也更复杂,但其实设备本身也有自己的发展方向,上面我们提到过的设备集成从单个工装夹具到集成夹具,设备的节拍也由90s发展到60s在到目前的45s。
◎此外,定子产线还要满足平台化设计柔性化生产,可更改电机支路数,更换Busbar,满足不同层数、不同铁芯长、不同外径、不同槽数等方案的同产线快速切换生产,在当前新能源汽车行业产品快速选代的过程中,电机柔性化平台化非常有利于减少投入和浪费。
◎另外,未来OEE的高低也直接关系到设备商的生产效率、成本控制以及最终产品的质量。较高的OEE值表明生产线运作得更加高效,能够更快地响应市场需求,同时减少浪费和成本。在NE时代2024xEV电驱动论坛期间,巨力自动化董事长章日平就展示过一组对比数据。与Grob相比,巨力自动化在OEE和直通良率表现优于对方,其中OEE为85%。这也表明其生产线在设备管理、维护以及生产流程优化等方面做得很好。这对于客户来说是一个非常重要的参考指标。
◎当然设备的出海也是未来的发展方向之一,如邦迪智能为德国某客户设计制造的成型机设备,巨力自动化则获得了整线出海的订单,前段时间巨力自动化的两条扁线定子设备产线获得两家欧洲客户定点,分别于2024年底到2025年初陆续交付,其中一个产线项目设计产能为40万套/年。
End.
总之,随着新能源汽车行业的发展,对定子生产线提出了更高的要求,不仅要追求更高的生产效率和质量,还需要具备灵活性和国际竞争力。设备供应商也要不断提升技术水平和优化生产流程,才能够更好地服务于这一快速发展的行业。
来源:第一电动网
作者:NE时代
本文地址:https://www.d1ev.com/kol/248362