确保高炉尽快复产的炉缸热态快修技术
2023-09-27 16:32:00
某钢厂2#高炉进行计划休风,模温机并于次日复风,在出完两炉铁之后,在位于铁口正上方,与铁口垂直高度约400mm的部位发生烧穿漏铁事故。其烧穿水平位置位于三层冷却壁下部接缝处。事故发生后,炼铁厂邀请联合荣大公司人员参与抢修任务,并要求以最短的时间恢复生产。
联合荣大公司确定对此次事故高炉采用以下热态浇注快速修复方案:旧料拆除、修复施工、烘烤、更换冷却壁及炉壳。其计划工期为5天,但实际施工时间仅为4天,提前保质保量完成了抢修任务。

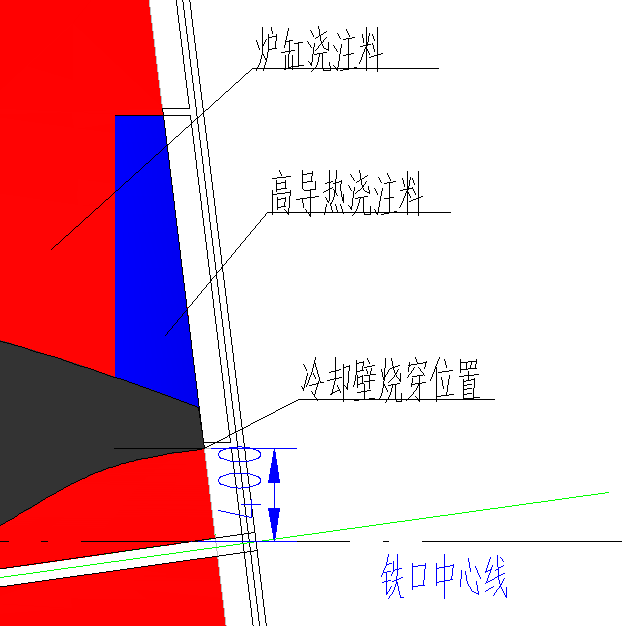
图为炉缸烧穿部位
首先,联合荣大在材料选择上,以铁口区域浇注修复目标为依据,选择的主要修复材料为铁口浇注料RLG-TK。另一种修复材料则是溶胶结合刚玉碳化硅泵送浇注料。这是专门针对高炉炉缸陶瓷杯(包含铁口)环境特点设计开发,以优质刚玉与碳化硅为主要原料,采用纳米溶胶为结合剂制作而成。该材料不仅具有优良的耐高温,抗渣铁侵蚀,抗冲刷及快干防爆等应用性能,而且具有优异的自流泵送的施工性能。
其次在修复方案上,荣大专家组针对铁口上方烧穿漏铁事故位置进行现场勘查、讨论分析、制定如下方案:
一是拆除炉缸烧穿处冷却壁及炉皮。
二是沿炉缸烧穿处四周清理残余耐材。即,向炉内清理1600mm,同时向下清理500mm-600mm,见耐材即可。
三是将需修复耐材缺口做成坡口,耐材上沿设计成锥面并且进行拉毛处理。在确保安全的前提下,将修补孔洞但四壁一定要吹扫干净,不留松动耐材,避免裂缝后续渗漏。
四是视情况在炉料表面采用有水泡泥或喷涂料做层耐火隔离层,防止人员烫伤并减少热辐射对材料性能的影响。在其施工中用3mm左右厚钢板支模具,模板上方做成料斗,留下料口,模板四周封堵,浇注密实,防止跑浆。
五是养护。浇注后自然养护6小时开始脱铁口框上方模具,浇注体强度未完全达到设计强度。为了保证后续冷却壁能安装到位,现将浇注体表面凿除20mm-30mm。计划用木材烘烤2小时,然后用钢板(3mm厚)贴到浇注面上,再用大火再烘烤2小时。
六是压浆。待回装冷却壁及炉皮解封焊接后,焊缝处建议拉筋加固;在最下端和最上端开孔,上下端至少保证各2个压浆孔,使用碳质压浆料进行压浆,将冷却壁和浇注料之间缝隙灌满,开炉一个月左右视情况进行二次补压。

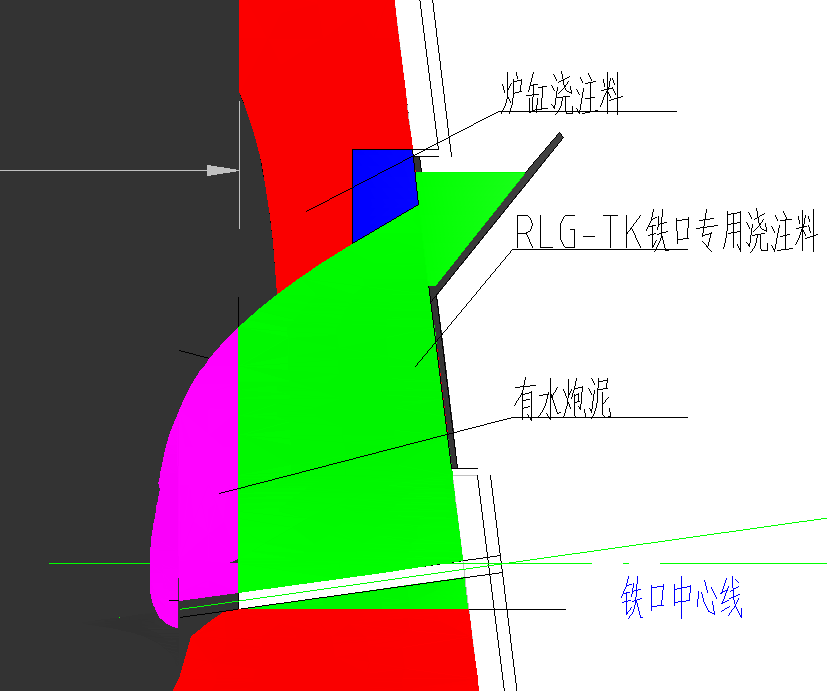
图为 炉缸烧穿部位修复

图为 炉缸烧穿部位修复完成后的状况
针对炉缸烧穿区域采用热态挖补修复技术,将不定形耐火浇注料浇注于该区域,然后更换冷却壁与炉壳。热态挖补修复技术可快速修复炉缸,实现快速复产的效果。 (北京联合荣大工程材料股份有限公司专家组)
来源:中国冶金报-中国钢铁新闻网
编辑:温晓霞
来源:中国冶金报-中国钢铁新闻网 编辑:温晓霞



相关文档
版权说明
【1】 凡本网注明"来源:中国冶金报—中国钢铁新闻网"的所有作品,版权均属于中国钢铁新闻网。媒体转载、摘编本网所刊 作品时,需经书面授权。转载时需注明来源于《中国冶金报—中国钢铁新闻网》及作者姓名。违反上述声明者,本网将追究其相关法律责任。
【2】 凡本网注明"来源:XXX(非中国钢铁新闻网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网
赞同其观点,不构成投资建议。
【3】 如果您对新闻发表评论,请遵守国家相关法律、法规,尊重网上道德,并承担一切因您的行为而直接或间接引起的法律
责任。
【4】 如因作品内容、版权和其它问题需要同本网联系的。电话:010—010-64411649



