1、工作原理
在将自攻锁紧螺钉旋人被连接零件的预制孔(钻削、冲切或压铸的光孔)的过程中,靠螺钉的螺纹挤压,在预制孔内形成内螺纹,达到连接与紧固之目的。
自挤螺钉的结构型式不同于机器螺钉、自切螺钉和普通自攻螺钉,其工作原理也不尽相同。机器螺钉只能旋入带有内螺纹的孔内,一般来说,内外螺纹之间有间隙,主要靠预紧力在相配合螺纹及侧面之间以及支承面的摩擦保证防松性能;普通自攻螺钉,是将螺钉旋入不带螺纹的预制孔内,通常,内外螺纹之间有过盈,主要靠预紧力和过盈量在相配合螺纹侧面之间以及支承面的摩擦保证防松性能。自切螺钉的防松原理介于机器螺钉与普通自攻螺钉之间。自挤螺钉除上述防松性能以外,还有其独特之处。自挤螺钉的螺杆具有弧形三角截面的螺纹,为便于分析,我们将其螺纹视为环形牙,见图16-1。
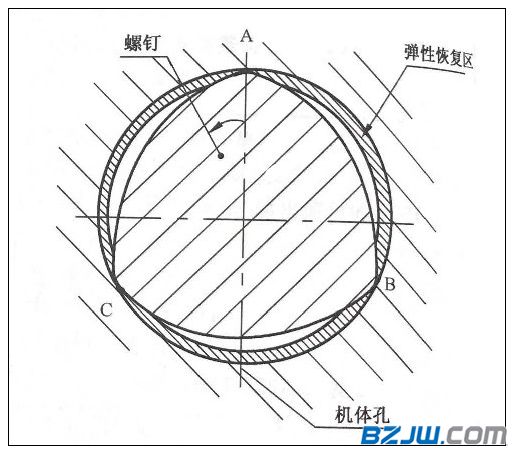
图16-1 弧形三角截面的螺纹
由于有弹性变形存在,相对于环形牙上的顶点A、B、C 3个区域以外的内螺纹直径小于 环形牙外接圆直径,也就是说环形牙上A、B、c 3个区域嵌入螺孔的金属内,根据金属压力 加工原理中最小阻力定律和塑性变形的体积不变定律,金属向顶点处的两侧流动,当环形牙 旋转时,在环形牙的顶点运动方向的前方,螺孔上形成3个内榫,并随螺钉的旋转而前移,产生一定的阻力。因此无论环形牙向何方向转动,均需克服这一阻力。自挤螺钉就是根据这 一原理而提高防松性能的。
2、主要特点
(1)节省内螺纹的加工
自挤螺钉与普通自攻螺钉以及自切螺钉一样都可以节省内螺纹的加工工作量,仅就这 一优点来说,已构成如今世界性的大力发展自攻螺钉类产品的重要依据。可以免去攻丝工 序,似乎不为人们重视,一般也未考虑其经济价值。但在一些工业先进国家业已逐步重视此 类“小事”,如日本早在1977年发表有关文章明确提出:在螺钉连接中,螺钉的成本仅占总成本的15%,而其余85%则用于打孔、攻丝、防松装置(垫圈)等方面的设备、工具费用以及劳动力的开支。同时,美国、西德等有关自攻锁紧螺钉的专利、论文中都不可缺少地论证了免去攻丝工序而带来的经济效益。随着我国对外开放,特别是新技术的引进,关于这一问题也已开始被人们重视。对自挤螺钉可节省内螺纹加工,具有低拧入力矩、高锁紧性能、可拧入的机体材料多和螺纹连接强度高等优越性能,已被设计、使用、生产经销等各方得到共识,采用国际标准制修订的国标已得到更广泛的采用与实施。
(2)低拧入力矩、高锁紧性能
自挤螺钉具有弧形三角截面的螺纹,即独特的螺纹形状,不仅使其在安装拧入力矩方面优越于普通自攻螺钉,而且锁紧的可靠性大大超过普通自攻螺钉以及带锁紧垫圈的机器螺钉。在这一面,近年来,日本、西德都有专著发表了有关试验结果,我国目前已具备试验条件。
(3)可拧入的机体材料多
自挤螺钉经表面淬硬,可拧入黑色或有色金属材料的预制孔内,挤压形成螺纹。预制孔可由钻削、冲切或压铸制成。可以拧人所有的可延展的材料中,也即可以拧入具有一定塑性变形能力的材料。可以采用材料的伸长率δ为依据,一般对于δ5≥8%~10%的材料最为适宜,但即使对于δ5<5%的压铸合金也是适用的,不过对于此类材料更应通过工艺验证确定最佳预制孔的尺寸及润滑等使用条件。因此,可以拧入的材料包括抗拉强度σb≤60O N/mm2的非合金、低合金、铝和铝合金(常用压铸件)、铜和铜合金(铜含量大于63%)以及锌和锌合金(常用压铸件)等。
对于塑性变形能力较差或易于产生加工硬化的材料,如不锈钢、灰铸铁和镁合金,在一定的使用条件下也可以使用这种螺钉。
对于不适用的材料或者使用条件不适当时,当拧入螺钉时可能出现切屑、咬死(或出现冷焊)以及被攻出的螺孔的粗糙度低等情况。
(4)螺纹连接强度高
按自挤螺钉标准的规定,螺钉的最小抗拉强度为800 N/mm2,即与8.8级的高强度螺栓,或螺钉的指标相同。另外,拧入预制孔挤压形成内螺纹可提高内螺纹的连接强度30%以上。因此,采用自抗日 螺钉连接副的强度远远超过机器螺钉连接副,在同样的使用条件下,可选用较小规格的自挤螺钉代替机器螺钉的使用,亦有可能因此减小主机的结构尺寸。



