路透社日前报道称,环保设备特斯拉已在一体化压铸上取得技术突破。通过这项技术,特斯拉可将电动汽车几乎所有复杂车身底部零件压铸成一个整体,而非仅压铸约400个零部件。
据悉,该技术是特斯拉“开箱工艺(Unboxed Assembly Process)”组装系统的核心。在3月公布该组装系统时,特斯拉表示,该压铸技术将用于支持生产低价车型,电动汽车的生产成本将降低50%,工厂空间将减少40%。

消息人士指出,有了这项新技术,特斯拉可以在18-24个月内,从头开始开发一款汽车,而目前其大多数竞争对手可能需要3-4年时间。
美国工程公司Caresoft Global总裁Terry Woychowski认为,若特斯拉能一体化压铸大部分底盘零部件,则将进一步颠覆汽车的设计和制造方式。
那么,该一体化压铸技术有何独到之处?又将如何能颠覆汽车的设计和制造方式?
一体式压铸
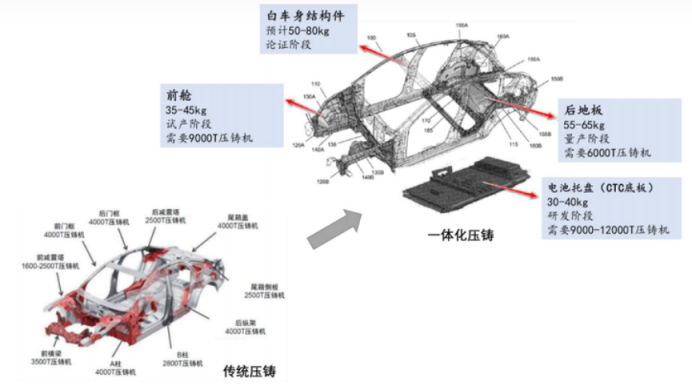
何为一体式压铸?通过大吨位压铸机制造大型铝制零部件。主要指汽车车身结构件一体化加工,将原本设计中多个单独、分散的小件经过重新设计高度集成,再利用压铸机进行一次成型压铸成完整大零件。就好比用模具一次性压出一个蛋糕,而不是将各部分做好后再拼接起来。
汽车制造工艺主要分为冲压、焊装、涂装、总装四大工艺环节。与传统汽车制造工艺相比,一体化压铸将冲压和焊装合并,简化了白车身的制造过程。
一体化压铸:五大优势
与传统“冲焊”工艺相比,一体化压铸技术的优势主要体现在生产成本、生产效率、造车精度、安全性能、轻量化效果五个方面。
1.生产成本优势:生产线、材料、人力三重降本
生产线成本下降:在传统“冲焊”工艺下,白车身总成中需要进行单独加工的零部件达数百个,需要大量的冲压机、模具、焊接夹具、检测机等设备做支持,全套生产线规模大,成本高,相比之下,一体化压铸工艺将需要制备的零部件数量大幅削减,整个白车身的制备仅通过3-5台大型压铸机,少量辅机及模具实现,产线建设成本大幅下降。此外,同等产能下,一体化压铸产线更节省厂房面积。
材料成本下降:在冲压过程中,原材料受挤压成型后将不可避免的产生边角料,而一体化压铸时注入的液态金属一比一等同于铸件用料,材料利用率更高。此外,传统车身用料复杂,不同零部件通常对应不同种类及材料型号,回收后仅可用于原材料生产,回收利用率约为70%,而一体化压铸件仅使用单一铝合金,车身回收后可直接融化重制,回收利用率在95%以上。
人力成本下降:在一体化压铸下,车身焊接点大量减少,对于焊接技术工人的需求下降。目前国内主流焊装工厂通常配备200-300个工人,采用一体压铸技术后,所需的技术工人至少可缩减到原来的十分之一。
2.生产效率优势:工艺流程大幅简化,车型开发速度加快
冲焊与热处理工作量减少:在传统车身制造中,需要进行单独制造的零部件达500余种,涉及的冲压及焊接工序繁多,而一体化压铸技术将其大幅简化,工作量大幅下降。
省去大量涂胶工艺环节:在传统汽车制造中,点焊钢板间存在缝隙,需通过涂胶工艺实现密封防水、增加车体强度、降低钣金件间的摩擦和震动等效果。改为一体压铸车体后,零件成型后即为总成,不再需要繁琐的涂胶流程,生产工序再次简化。
车型开发周期缩短:在传统车身制造中,零部件为做到精度固化,通常需经过MB1、MB2、MB3三轮匹配调试,总耗时近6个月,而一体化压铸技术凭借零部件数量的减少,可将MB匹配中车身所需要的周期缩短至1-2轮,节省匹配时间3-4个月。
3.造车精度优势:精度可达微米级别,利于自动驾驶技术开发
一体化压铸技术可将车身匹配的尺寸链缩短至2到3环,尺寸链环越少,车身精度的影响因素越少,车身精度就越可控,预计在数控加工技术的加持下,一体化压铸车身的精度可达到微米级别。
此外,一体化压铸技术的高精度优势可以将车身对测量仪器安装的影响因素降到最低,利于自动驾驶技术开发。
4.安全性优势:解决铝合金焊接点强度难题,更易实现最优工程学结构。
一体化压铸技术以压铸成型替代了焊接工艺,避免了铝合金焊接易出现的热影响区强度下降问题,提升了连接强度。此外,设计一体化压铸件时无需考虑安装孔的大小及位置,更易实现最优的工程学结构,进而赋予车身更强的抗冲击能力。
5.轻量化优势:最大减重可达150kg-200kg。
传统钢制车身重量在350kg-450kg,而一体化压铸车身的原材料为铝合金,车身重量约为200-250kg,更具轻量化优势。
一体化压铸技术优势显著,难免会对传统汽车行业造成冲击。但传统汽车行业也不必与杞人忧天,一体化压铸优势虽明显,壁垒却并不容易突破。
行业壁垒高,突围不易
材料:免热处理铝合金
在材料方面,传统的压铸件需要在压铸后进行热处理来优化产品的机械性能,但由于通常一体化压铸件的尺寸较大,热处理导致的变形和表面缺陷等问题就会突显出来,造成成本损失。因此,免热处理合金成为了一体化压铸行业的一个重要技术壁垒。
设备:超大型压铸机
大型压铸机需要对复杂的系统进行协调控制,并对各部分的稳定性和结构进行优化,对理论、经验以及制造工艺都有很高的要求。同时,大型压铸机的“设计—试验—设计”周期非常长,前期需投入大量时间成本;大型压铸成形装备造价高昂,一旦样机试验失败将带来严重经济损失。
当前用于一体化压铸的压铸机吨位都在6000T以上,部分公司已经开发或引入了12000T甚至更大的超大型压铸设备。大型压铸机从订购到安装调试完成至少需要一年的时间,同时当前应用较广泛的6000T压铸机单套价格高达数千万元,造成了较高的资金壁垒。
压铸工艺
生产工艺会影响产品的成品率,由于一体化压铸技术正处于起步阶段,需要压铸商在生产工艺上有丰富的经验和技术积累才能保证量产的良品率。
大型模具生产
一体化压铸的零件,结构复杂、制造费用高、准备周期长,对于压铸模具的生产提出了更高的要求。
此外,一体化压铸对模具的强度及韧性要求更高。与其他铸造工艺相比,压铸工艺特性主要体现在“高速充型与高压凝固”上,在温度、真空、成型方案、工艺参数、后处理等方面都比传统铸造工艺存在更高要求。

相关企业:
立中集团:在产品上,立中集团的免热处理合金在抗拉强度、屈服强度和延伸率等方面表现出了良好且均衡的机械性能。在未来预期上,2022年企业将迎来免热处理合金发展元年,未来随着一体化压铸产业从新势力品牌扩展到传统乘用车品牌,免热处理合金的需求量预计将实现大幅提升,在2023年进入快速发展阶段,并于2024-2026年进入市场的高速增长期。
力劲科技:力劲科技是全球最大的压铸机制造商之一,主要从事设计、制造及销售三大系列产品,即压铸机、注塑机及电脑数控(CNC)加工中心。2021年,公司发布了目前世界上最大的9000T巨型智能压铸单元:力劲DREAMPRESS 9000T巨型智能压铸单元,再次实现技术和结构上的新突破,再次将压铸产品的最大压铸面积、可压铸产品尺寸提升到了一个新的高度。
广州型腔:国内一体化压铸模具龙头。目前国内一体化压铸模具厂商仅4-5家,广州型腔作为国内最大的压铸模具制造商,于2020年就生产出6800T一体化压铸模具,主要向特斯拉、蔚来、小鹏等客户提供模具。
广东鸿图:在铝合金材料上目前已研发三种具有自主知识产权的高强度高韧性免热处理压铸铝合金材料。在压铸工艺上,公司拥有独立经验数据库,如高真空压铸、模温控制等核心技术,已取得了目前国内最多的自主专利。在压铸设备上,前端设计阶段融入了公司多年的经验,包括根据产品特点在材料开发、模具设计制造、工艺开发以及装备控制要点等方面融入到生产设备的前端设计中。
小结:毋庸置疑,特斯拉在一体化压铸工艺的突破将会对汽车行业带来行的冲击,一体化压铸技术的显著优势将引起传统汽车行业的新一轮的变革。但是,当前一体化压铸行业壁垒仍过高,各大企业的突破过于艰难,暂时对传统赛道不会有太大冲击。未来局势如何,在于各企业能否突出重围。
原文标题 : 资本 | 特斯拉压铸工艺新突破能颠覆汽车行业么?



