在 2020 年全球汽车品牌年销榜单中,真空机排名第一的丰田是 952.8 万辆,排名第二的大众为 930.5 万辆。而根据特斯拉的预期,到 2030 年全球汽车市场中电动车将达到 3,000 万辆,而届时特斯拉的年交付量将达到 2,000 万辆,占据全球电动车市场份额的 2/3。
在汽车行业的历史上,从没有厂商做到过 2,000 万辆的年销。
谈及特斯拉的独门绝技,马斯克表示,以后所有厂商都可以做长续航电动车,也可以做出自动驾驶的汽车,这些并非特斯拉独有,特斯拉真正不可逾越的长板是强大的工程能力。
在特斯拉昨天开放的柏林工厂展示中,这样的能力再次得以展示。
01 2.0 时代的 Model Y柏林工厂是特斯拉继上海工厂之后的第二座海外工厂,其工厂的动工时间仅比上海工厂晚了一年多,但这座工厂相比上海工厂又在先进制造的道路上向前迈了一大步。
其中变化,从柏林工厂展示的 Model Y 上可见一斑。
4680:第三代圆柱电芯柏林工厂生产的 Model Y 将使用 4680 电芯,这款去年发电池日发布的电芯是特斯拉继 1865 和 2170 之后的第三代圆柱电芯。
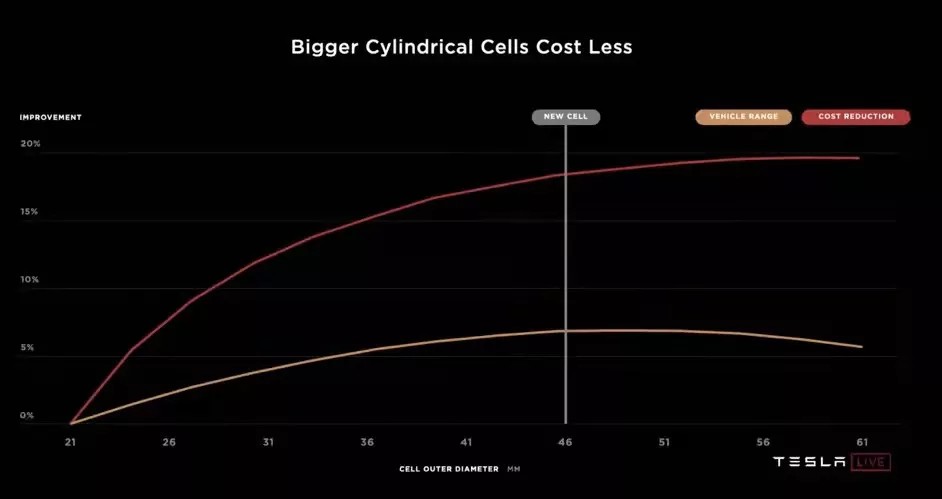
4680 电芯直径为 46 mm,高为 80 mm,其大小可以从上图的对比中有一个直观体现。对于这一尺寸的由来,特斯拉的解释如下:
圆柱电芯直径越大,同样容量的电池在制造时使用的电池外壳材料越少,制造成本越低;
圆柱电芯直径增大和续航增益之间存在一个先上后下的抛物线关系;
结合以上两者,特斯拉选择续航最长的节点即 46 mm 作为第三代电芯的直径。
最终 4680 的电芯相比 2170 在容量上提升了 5 倍,输出功率提高了 6 倍,给车辆带来的续航增益为 16%。
单个圆柱电芯体积增大除了会带来上述提到的成本和续航优势,也带来一个负面效应——电芯单位体积散热面积减小。
这一负面效应的明显体现之一是导致电池过热进而影响车辆的充电速度。为了解决这一问题,4680 电芯相比 2170 电芯除了形态变大之外,还采用了另一项关键技术——全极耳电极。
这一变动将本来圆柱电芯上正极凸出的小圆柱扩大到整个正极,增加了电芯通电状态下的导电面积,有效减少了单个电芯的内阻,减少了导电状态下的产热,又进而减少了因为电芯直径增加带来的充电过热问题。
最终的效果立竿见影,全极耳方案的 4680 电芯在充电速度上和 2170 电芯几乎一致,损失微乎其微。
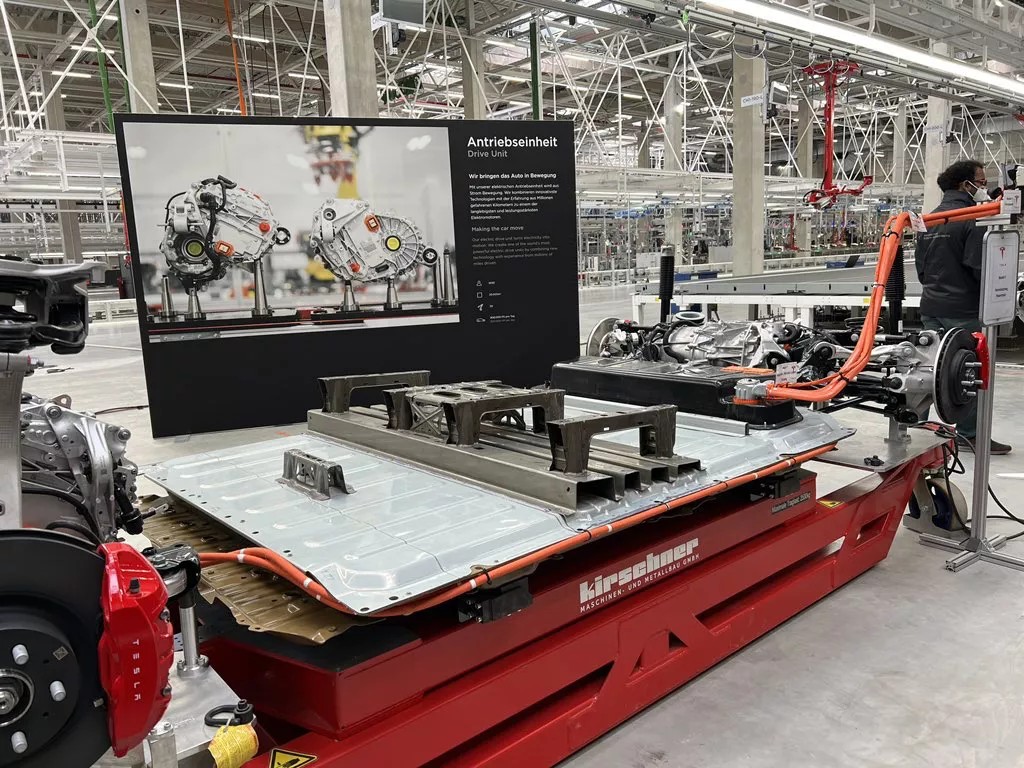
新电芯是 2.0 时代 Model Y 的第一步,与此同时,特斯拉在柏林工厂生产的 Model Y 上还用上了全新的一体式底盘电池包。
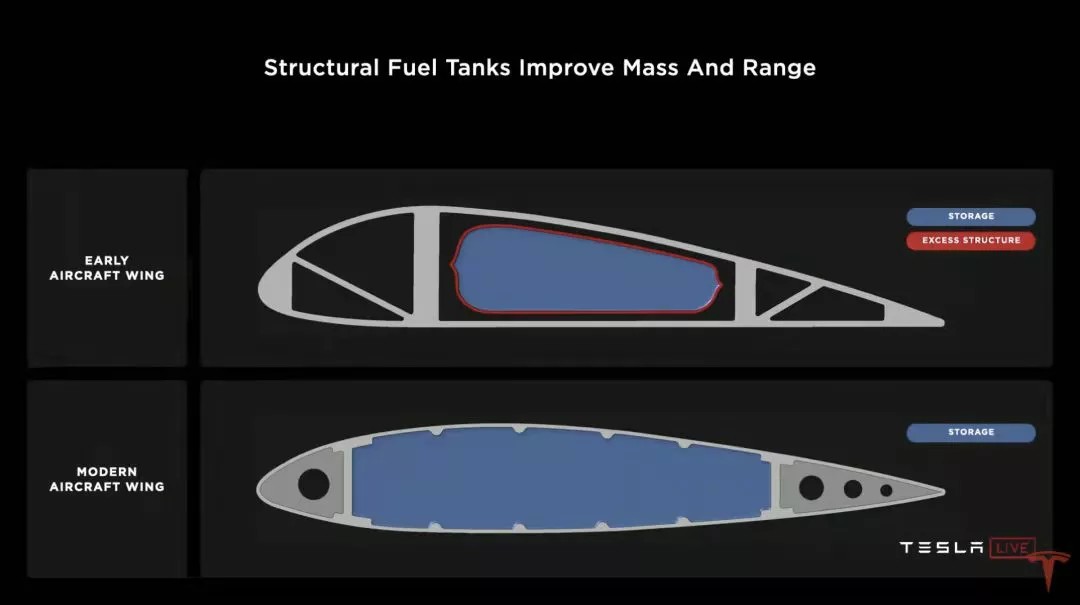
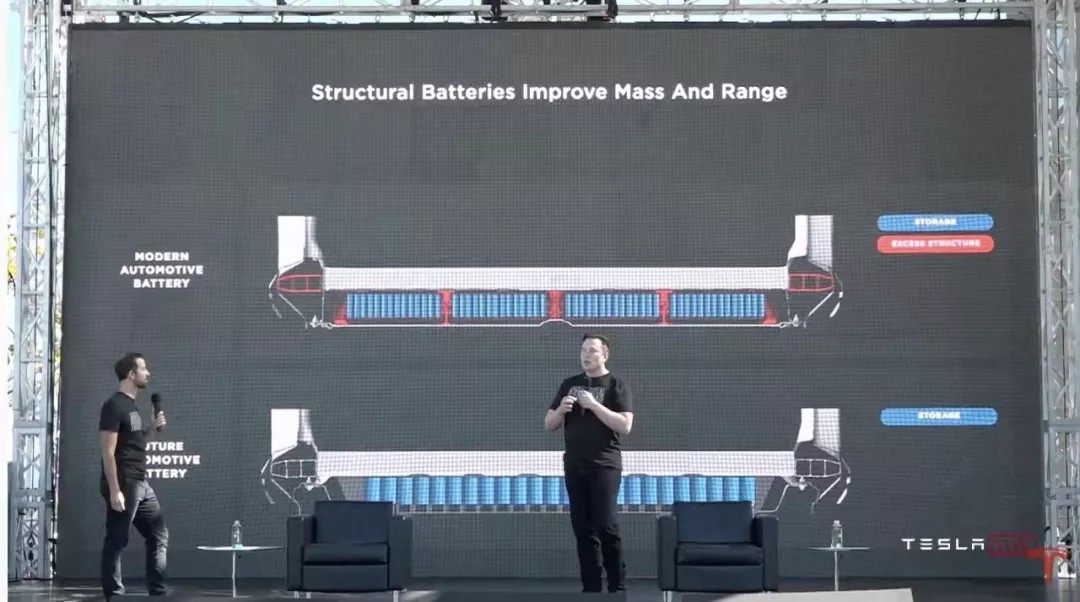
电池包即底盘「没必要往盒子里再装一个盒子」是马斯克谈及一体式底盘电池包时的想法,他表示这种灵感源于飞机油箱。
早期的飞机是在机翼之中放一个油箱,这种设计就像如今电动车是在底盘上放一个电池包,这样的设计对于空间其实并没有利用到极致,在后来的发展中飞机的机翼直接集成了油箱设计,机翼即油箱。
于是特斯拉将这种想法落实到了电池包上,底盘即电池包,将底盘做成一个可以容纳电池的部件。
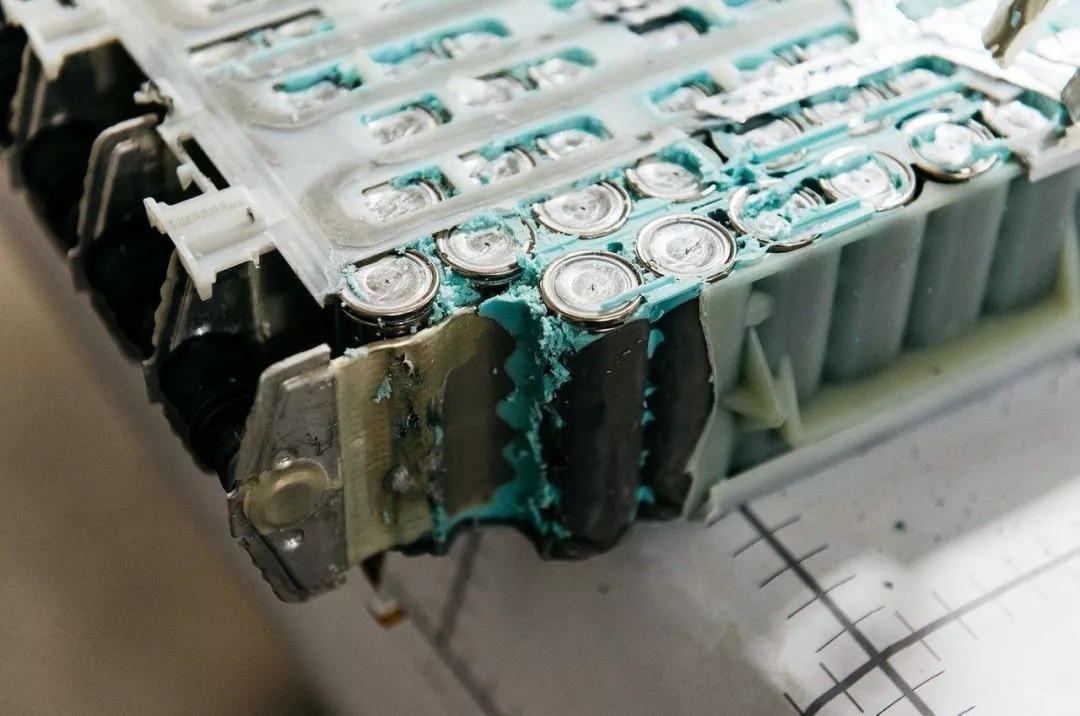
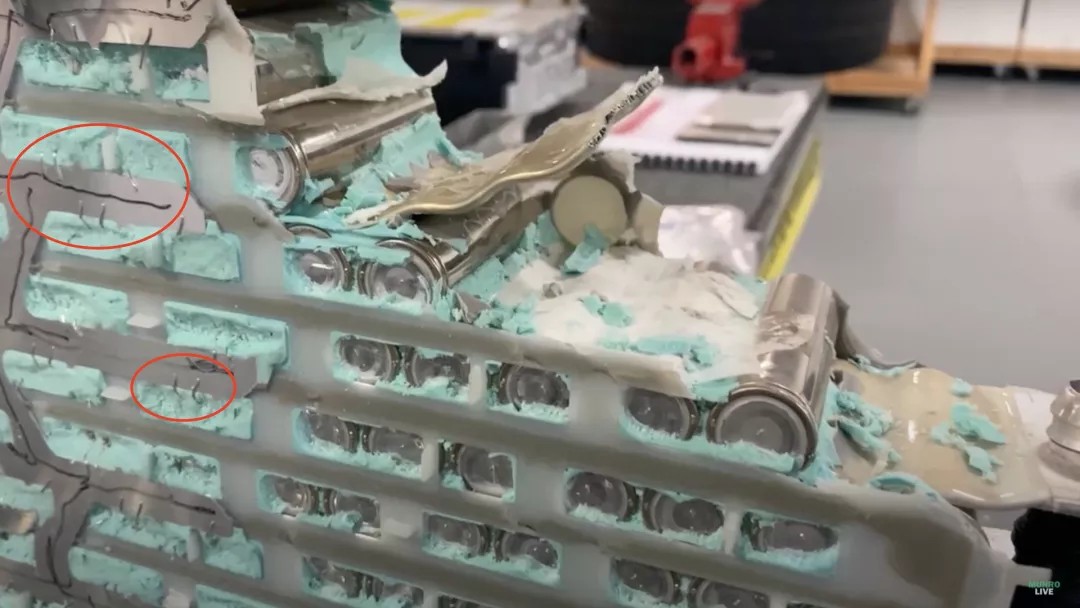
柏林工厂首次展示了 Model Y 上的一体式底盘电池包,全新的电池包内不再有电池模组,而是直接铺满 4680 电芯,使电池包内的中间件大幅减少,提高了电池包的体积利用率。
2170 电芯的电池包系统4680 一体式底盘电池包
展示中全新的电池系统采用了与电芯侧向贴合接触的液冷散热片,每两横排电芯横向布置一片。这样的设计与 2170 电池系统中的类似,但 2170 电池包为 4 个纵置的矩形大模组,因此模组中的液冷片纵向布置。
不难发现一体式电池包在两侧留出的空间较多,这样的设计主要是为极端情况下的侧向碰撞留出空间挤压的余量,而横向布置液冷片以后恰好也可以把系统的集中液冷水道布置在这两侧的空间,省出了原本纵向布置水道在电池包两头所要占用的空间。
除此之外,采用全极耳方案的 4680 电芯和电池系统的连接也不再是 2170 电芯的铝丝焊,取而代之的是金属片直接与电芯极耳进行连接,接触面积更大,制造上按理来说也会有更好的一致性。
全新的一体式电池包成为底盘结构件之后,也连接起了前后车身,组成了特斯拉全新的「三合一」底盘。
前后一体式压铸柏林生产的 Model Y 前后均采用了一体式压铸车身,这种一体式车身力学特性比用冲压件装配起来的要更好,更有轻量化优势并且生产效率上大幅提高。
Model Y 上一体式压铸车身的实物长这样:
与车身装配之后是这样:
一体式电池包装好上盖之后是这样:
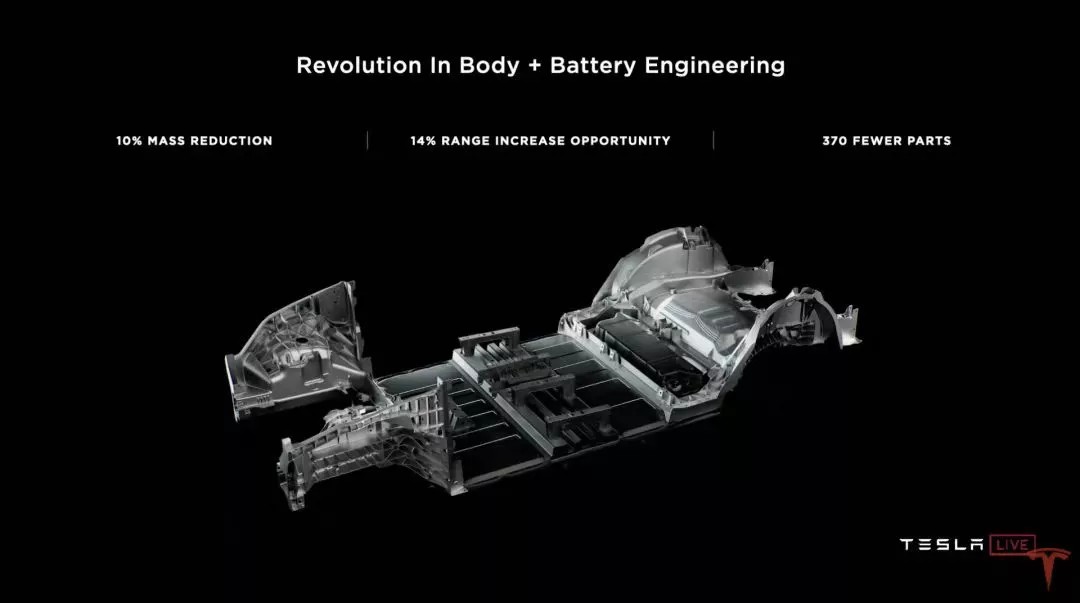
前后一体式压铸车身和电池包合体之后就是下图的状态:一个史无前例,完全为电动车开发的承载式车身。
新结构拥有很高的结构强度和刚度,马斯克说采用这样结构的敞篷车可以拥有比非敞篷硬顶车更好的刚性,并且在电芯布置得更为集中之后还降低了车辆的转动惯量,更有利于操控和转向响应。
三者结合实现了 10% 的轻量化,14% 的续航提升潜力以及非常难得的一点——减少了 370 个车身零部件。
零件大幅减少之后车辆的对应的生产制造环节也得到大幅削减,比如原来的后车身变成一体式压铸之后零部件从 70 个削减到 2 个,本来用于后车身装配生产线简化成了一个压铸机,工厂在这一简化中可以少用 300 多个工业机器人。
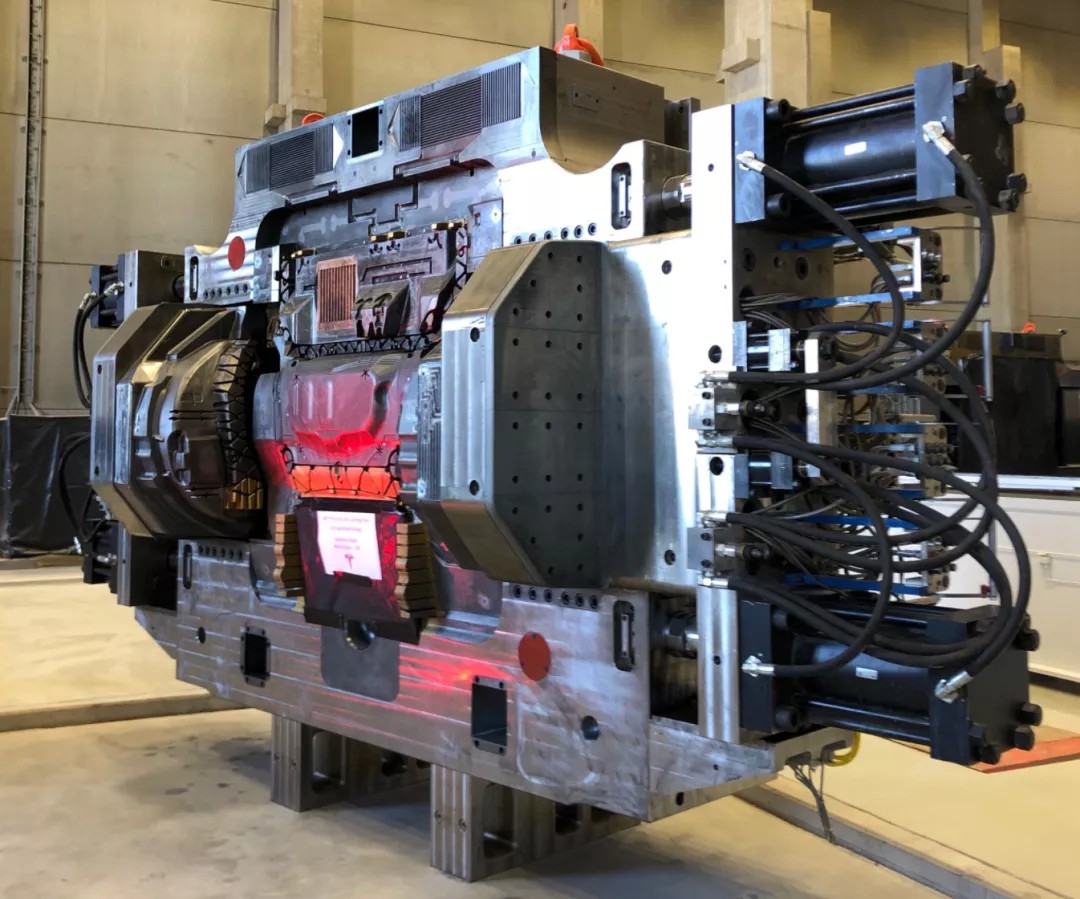
柏林工厂的 6,000 吨压铸机
特斯拉采用的这种压铸技术在制造环节上有一个优点是压铸成型后的一体式车身无需再进行二次热处理,效率提升明显。
不过需要指出的是目前特斯拉采用的一体式压铸制造并非无需后处理,实际上从压铸机里出来的一体式车身上会残留有大量的金属毛边,这些金属毛边可以通过改进工艺参数来减少,但处理仍然需钳工用锉刀手动打磨。
02 工厂也是特斯拉的产品柏林工厂的简介中,生产一台 Model Y 的平均时间仅需 45 秒,按照这个数据计算下来特斯拉柏林工厂的年产能可以达到 70 万辆。
可能是觉得宣传页上这个牛吹得有些心虚,马斯克后来在推特上进行了补充,他表示柏林工厂 45 秒产一台车虽然做得到,不过整体的平均速度大概只有这个的 75%,但这个 75% 的速度还是柏林工厂每天三班倒每周生产 7 天的「007」才能做到。
按这个效率,柏林工厂打满的年产能大概是 50 万辆,月产要达到 42,000 辆,这个数据应该在一年到两年的时间里可以实现。
这个数字似乎和上海工厂差不多,但产能之外,需要看到的是柏林工厂造车的方式已经又进行了迭代,这些史无前例的全新电池系统以及全新车身,是特斯拉走在汽车工业最前沿的体现。
新的设计从落地到实现大规模量产需要走很长一段路,马斯克在这两年时间里不止一次地公开表示「Prototype is easy, production is hard」。这句话背后含义是把新技术变成可量产应用的新技术,需要的不只是会造车。
所以特斯拉不仅制造车和车上的零部件,还制造用于造车的母机——工厂。
用马斯克的话说叫「We made the machine that made the machine that made the machine」。
特斯拉将工厂视为产品,对于工厂这一产品的重视程度不亚于电动车。在涉及制造设备和制造流程的创新和改进上,特斯拉在尽可能地减少外包,尽可能地自行设计制造设备,尽可能的做工厂级的垂直整合。
这个过程中特斯拉在不断挑战自身工程能力的极限,不断探索更佳的路径,这是科技企业定义下的「新造车」。
03 写在最后柏林工厂目前的规划车型只有 Model Y,这款已经发布 3 年多的产品和 Model 3 一样在多年之后仍然在核心产品力上领先于所有竞品。
尽管如此,特斯拉并没有停止对它的改进,今年第一季度搭载全新热泵系统和一体式压铸后车身的 1.5 版本 Model Y 在弗里蒙特工厂以及上海工厂开始量产,明年搭载前后一体式压铸车身和 4680 电芯的 2.0 版本 Model Y 也会在柏林和得州工厂量产。
虽然它还叫 Model Y,但对于特斯拉,这台车的制造效率还在迭代中不断提升,制造成本在迭代中持续降低。对于消费者,这个过程中 Model Y 的购买成本会降低,与此同时它的产品力却在迭代中持续提升。
所以你会感觉到本就领先于所有竞品的 Model Y 并没给竞品留出太多追赶的机会,而这个过程最源头的驱动力,正是马斯克说的特斯拉的工程能力。
所以这时候再去看开头马斯克谈特斯拉竞争力的那句话,你就会明白其中含义:长期来看,真正的优势不是领先,而是能比别人跑得更快。
本文为专栏作者授权创业邦发表,版权归原作者所有。文章系作者个人观点,不代表创业邦立场,转载请联系原作者。如有任何疑问,请联系editor@cyzone.cn。