某天然气处理厂选用的膨胀压缩机是加拿大PROPAK公司的FRAME 2.5型压缩机,环保设备利用膨胀制冷时的动力进行天然气压缩。2022年,在一次机组正常切换过程中,滑油压差无法稳定在1 030 kPa,不满足启机条件,导致无法启机。现场对故障原因进行了排查分析,突破国外厂家技术封锁,对转子进行了更换,解决了膨胀压缩机启动故障,完成了自主检修和技术创新总结。
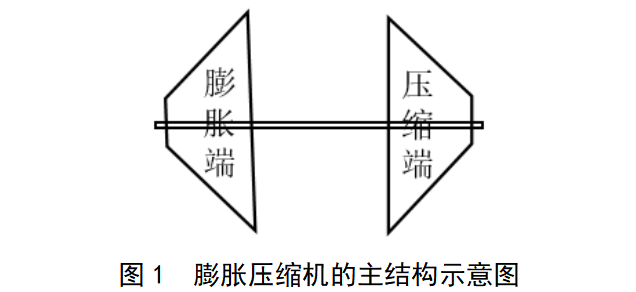
膨胀压缩机的主结构示意图如图1所示,两个叶轮背靠背安装,分别为膨胀端和压缩端。高压天然气进入膨胀端,膨胀过程中对叶轮做功的同时降低自身温度,获得更多分离液态产品的冷量,之后再进入压缩端进行加压,循环利用,达到降低能耗的目的[1]。机组正常转速达25 000 r/min。
1
膨胀压缩机
故障背景
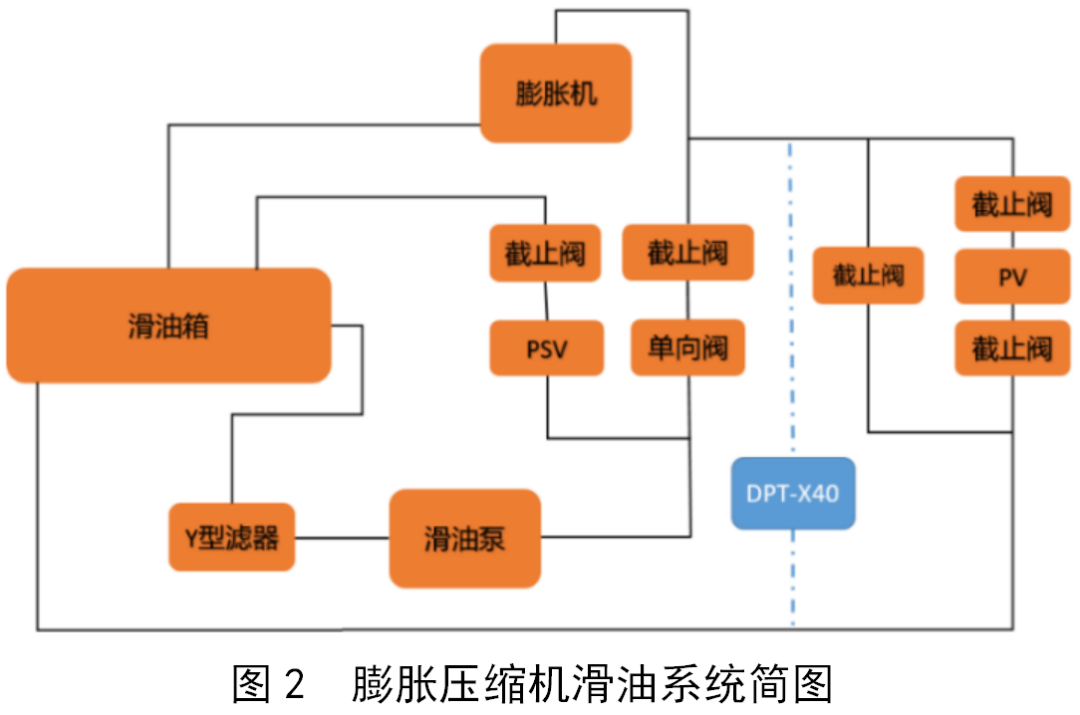
该天然气处理厂出现故障的膨胀压缩机是加拿大PROPAK公司的FRAME 2.5型压缩机。此机组正常工作时,维持滑油罐内外压差(DPT-X40,设定值1 030 kPa)维持在1 030 kPa,压力调节阀PV的调节开度大部分时间维持在30%~70%[2]。
但在某次正常切换机组的过程中,在测试过程中出现滑油压差无法稳定在1 030 kPa,不满足启机条件,导致无法启机。为此,对此故障展开了逐一排查。
2
故障分析排查
2.1 滑油系统排查
本次故障是滑油罐内压差无法维持,直接体现在压缩机的滑油系统,因此优先对滑油系统进行排查,FRAME 2.5型压缩机的滑油系统简图如图2所示。
针对滑油压差无法稳定的情况,对滑油系统部件进行了逐一排查,主要排查内容如下:
2.1.1 滑油液位偏低或管线发生泄漏
经过现场排查,未发现有泄漏现象,液位也在正常高度,并且通过添加滑油(208 L)排除了虚假液位的可能性。
2.1.2 滑油泵入口Y滤脏堵、单向阀卡滞、截止阀阀芯损坏
拆出Y型滤器,发现滤芯比较干净,无脏堵现象;拆出单向阀进行检查,状态良好;拆检截止阀阀芯状态良好。
2.1.3 滑油泵损坏或其出口PSV关不严
更换新的滑油泵测试,故障依然存在;拆除PSV并加盲板,启动滑油泵进行测试,故障依然存在。
2.2 密封气供给压力过大或不稳
现场持续关注密封气流量和压力,每次测试时,二者都比较稳定。
2.3 仪控系统故障
2.3.1 下游滑油回流流量调节阀故障
首先,对调节阀进行标定,状态正常;其次,隔离此调节阀,利用该阀的旁通截止阀进行调节,故障依然存在。
2.3.2 压力表、变送器等损坏
更换有问题的压力表,标定变送器,故障依然存在。
2.4 膨胀机转子故障
膨胀机内部滑油流道、迷宫密封、轴承及其他密封件损坏、失效,造成滑油压差不稳,需更换膨胀机转子[3],检查内部零部件是否发生损坏。
由于关于膨胀机附属设备已基本排查完毕,因此可基本判断本次故障是由膨胀机转子故障引起的,现场随即开展更换膨胀机转子的工作。
3
膨胀压缩机转子
更换作业技术难点
(1)转速高。膨胀压缩机转速正常运行时为25 000 r/min,最高设计转速达31 000 r/min,比SOLAR主机的转速还高出1倍多。检修过程稍有不慎,极易造成转子损坏的事故。
(2)设备精密。虽然膨胀压缩机转子转速达到25 000 r/min,但是正常运行时其振动值只在5.1~10.2 μm(0.20~0.40 mil),振动报警值为22.9 μm(0.90 mils)(1 mil=1/1 000 in)。
(3)尺寸精度高。正是由于机组转速高、设备精密,因此其安装尺寸精度要求极高,比如转子窜量要求在203.2~355.6 μm(0.008~0.014 in)范围内,叶轮与导流器之间的间隙应严格控制在330.2~431.8 μm(0.013~0.017 in),否则会发生转子磨损,甚至转子破裂、损坏机组的事故。
4
转子更换作业
4.1 隔离
现场施工作业前,对膨胀压缩机A机进行能量隔离,包括工艺隔离、电气隔离。电气隔离后需要再次验电确认,工艺隔离后需要泄压排空。
4.2 拆除机组附件
(1)拆除振动探头、温度探头和转速探头的接线,拆除平衡阀、压缩端排液管线。
(2)拆除压缩端出口管线、进口管线及其短节,并装上盲板;拆下来的管线用吊车移到地面。
4.3 拆除转子总成
(1)拆除压缩端叶轮扩散(导流)器,移开压缩端蜗壳。
先拆除内部仪表管,然后拆除扩散器锁紧螺栓,在原螺栓孔位置插入两根固定螺杆,取出扩散器,并做好标记、做好保护;拆除压缩端蜗壳锁紧螺栓,将蜗壳平移至支撑台边缘(在压缩端方向搭个脚手架支撑点作为导链挂点,将蜗壳移出)。
(2)测量叶轮轴向窜量,并对转子进行拆卸、吊装。
验证拆卸前转子窜量是否在合适范围,设备资料要求轴向窜量为203.2~355.6 μm(0.008~0.014 in)[本次实测原转子窜量为635.0 μm(0.025 in),已超标]。拆除转子锁紧螺栓,缓慢移出转子,移动角度不能太大,否则容易损坏膨胀端叶轮;在吊装前,先将叶轮固定并保护好。
4.4 回装转子
(1)检查内部膨胀端叶轮出口锥形导流管状态,无异常。
(2)校准喷嘴开度,检查新转子窜量。
使用塞尺测量喷嘴(执行器正下方)最小开度进行测量,厂家推荐标准值为76.2~127.0 μm(0.003~0.005 in)[本次实测值为127.0 μm(0.005 in),在推荐范围内],厂家推荐喷嘴最大开度标准值为23 114.0 μm(0.91 in)[本次实测值为23 063.2 μm(0.908 in)]。转子窜量检查,其中设备资料要求轴向窜量为203.2~355.6 μm(0.008~0.014 in)[本次实测为254.0 μm(0.010 in),在标准范围内]。测量方式如图3所示。
(3)膨胀端叶轮间隙调整。
安装新转子,通过垫片调节,采用压铅丝的测量方法,把膨胀端叶轮间隙控制在330.2~431.8 μm(0.013~0.017 in)。厂家推荐的膨胀端叶轮间隙控制在330.2~431.8 μm(0.013~0.017 in),但是考虑到转子窜量的影响,在测量时已将转子向压缩端移动,所以实测时需将转子窜量254.0 μm(0.010 in)加入,即其标准值应为584.2~685.8 μm(0.023~0.027 in)[本次实测值为584.2 μm(0.023 in),在标准值范围内]。
主要注意事项:压铅丝需要120°均匀分布在长导流片上,每个导流片均匀贴3个铅丝,铅丝布局方式与测量方法如图4所示。
(4)安装固定压缩端蜗壳,注意与叶轮的同轴度。
注意事项:安装蜗壳时注意保护转子,防止磕碰。先将压缩端蜗壳回装,上紧螺母后,在蜗壳地脚处加上垫片。
(5)压缩端叶轮间隙调整。
回装压缩端蜗壳后,用同样的方法在叶轮上布上铅丝,然后安装扩散(导流)器,上紧(扭矩为20.3 N·m)螺栓后再将其拆开,测量铅丝数值,如果数值不对,通过垫片予以调整。厂家推荐范围330.2~431.8 μm(0.013~0.017 in),同样考虑窜量的影响,其值应为584.2~685.8 μm(0.023~0.027 in)[本次实测值为635.0 μm(0.025 in),在标准值范围内]。
(6)安装压缩端入口短节及其滤器,安装出口弯管以及进出口管线及机组附件。
5
启机测试
5.1 滑油泵测试
(1)充压正常后,启动滑油泵A,将控制润滑油进出膨胀机差压稳定在1 030 kPa。滑油差压调节阀开度在30%左右。
(2)滑油A泵测试正常后,再启动滑油B泵,将控制润滑油进出膨胀机差压稳定在1 030 kPa。滑油差压调节阀开度在30%左右。
(3)观察膨胀机进口蜗壳的压力。在大于0.5 MPa(G)后打开壳体排气阀,检查有无液体排出,如果有则将液体排尽后关闭阀门。
(4)膨胀机增压机旁通阀、增压端入口阀应处于全开状态。打开膨胀机、增压机端进出口管道手动截止阀。
5.2 膨胀压缩机启机测试
在所有报警联锁解除后,按下PLC柜的膨胀机启动按钮。将喷嘴开度调整为5%~10%。打开膨胀机进出口阀,打开膨胀机进口紧急切断阀,仔细观察主机启动情况和转速,逐渐开大喷嘴使转速达到15 000 r/min,观察各仪表10~30 min判断运转是否正常(若有异常即关闭膨胀机进出口阀,待排除故障后再重新启动),然后缓慢升速到设计值,保持3 h,一切正常后再逐渐关闭压缩机及膨胀机的旁通阀,并适当调整喷嘴开度,以维持适当的进口压力及转速。
5.3 主要运行数据
膨胀压缩机稳定运行后,将其主要参数与检修前进行了对比,对比结果如表1所示。
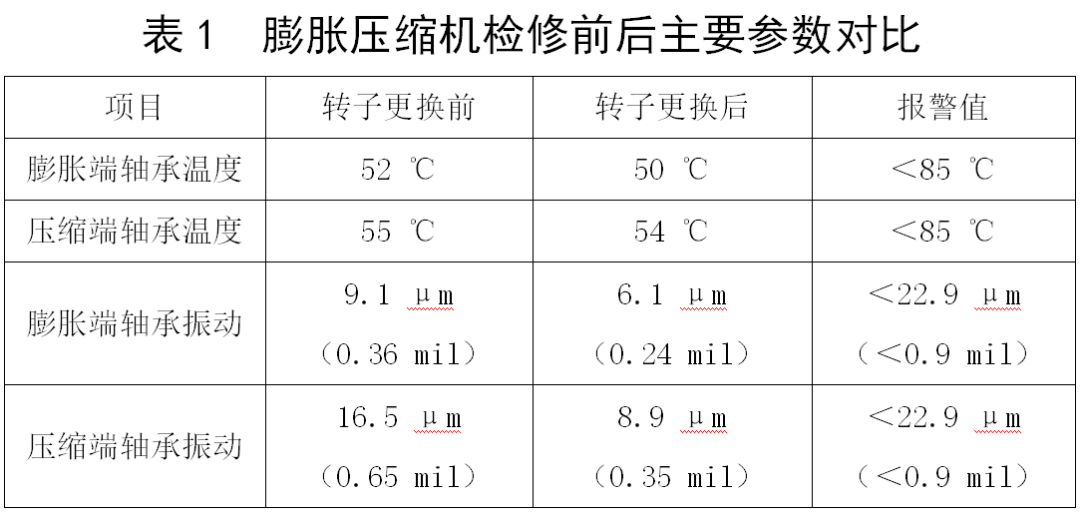
由表1可以看出,经过本次膨胀机转子更换作业,不仅膨胀机无法启动故障得以排查,而且转子的振动情况也得到明显改善,尤其是压缩端轴承振动由16.5 μm(0.65 mil)下降至8.9 μm(0.35 mil),说明本次膨胀机故障检修作业效果良好。
6
结语
本次膨胀机转子更换,是横琴终端继SOLAR压缩机解体检修作业后又一次依靠自身技术力量完成的关键机组检修作业。本次大修后测试膨胀机各项参数正常,无法启动故障得到解决,振动明显降低,说明检修效果良好,提升了制冷系统稳定性,有助于提升液态产品回收率,检验了横琴终端近年来维修人员队伍建设的水平,保障了终端安全生产。
上一篇:发动机起动困难的原因和故障诊断排除
下一篇:PLC日常应用中的9个小技巧
推荐阅读最新更新时间:2024-09-15 04:46
在PCB碱性蚀刻中常见的问题的原因和故障解决方法
PCB蚀刻技术通常所指蚀刻也称光化学蚀刻,指通过曝光制版、显影后,将要蚀刻区域的保护膜去除,在蚀刻时接触化学溶液,达到溶解腐蚀的作用,形成凹凸或者镂空成型的效果。随着PCB工业的发展,各种导线之阻抗要求也越来越高,这必然要求导线的宽度控制更加严格。 在生活中的广泛运用,PCB的质量越来越好,越来越可靠,它是设计工艺也越来越多样化,也更加的完善。蚀刻技术在PCB设计中的也越来越广泛。 1.问题:印制电路中蚀刻速率降低 原因: 由于工艺参数控制不当引起的 解决方法: 按工艺要求进行检查及调整温度、喷淋压力、溶液比重、PH值和氯化铵的含量等工艺参数到工艺规定值。 2.问题:印制电路中蚀刻液出现沉淀 原因:
[电源管理]
照明及信号系统故障原因及解决措施
照明及信号系统故障 原因:喇叭火线存在搭铁故障,现象:喇叭不响,开点火锁后电流表示数偏大(指喇叭电流通过电流表者),措施:检查喇叭火线接线柱处的搭铁点并消除之 原因:喇叭线断路,现象:喇叭不响,开点火锁后电流表示数正常,按喇叭按钮时电流表指针不摆动,措施:检查转向轴管内引出线是否脱落或磨断重新接好 原因:喇叭至按钮导线搭铁或按钮的触点分不开,现象:喇叭长鸣,拍打按钮时声响有变化(指无喇叭继电器者),措施:检查转向机轴下端是否磨破喇叭线,按钮是否歪斜,弹簧片是否已变形 原因:喇叭继电器触点烧结,现象:喇叭长鸣,拆掉继电器"电源"接线柱导线不响,措施:打磨继电器触点 原因:喇叭膜片破裂或共振板螺母松动,现象:喇叭声音沙哑,音
[电源管理]
预防酒驾新技术亮相 喝酒后无法启动汽车
酒驾的危险性是不言而喻的。为了有效阻止酒后驾驶这种不负责任的行为,不少汽车厂商和研究机构正在技术层面上探索新的可能。最近,美国国家公路交通安全管理局(NHTSA)就联合多家汽车制造商展示了一种独特的车内酒精检测系统。该系统可在不到1秒种的时间内检测司机血液当中的酒精含量,如果检测结果超过 0.08,汽车就不会启动。 研究者们目前正在探索两种不同的整合方案:一种可从司机的正常呼吸当中检测酒精含量,另一种则是通过对于指尖皮肤的红外扫描。NHTSA表示,他们想要让这种技术成为未来汽车的安全功能之一,就像是自动刹车和车道偏离预警系统。 “虽然还有大量的工作要做,但来自国会和汽车产业的支持帮助我们实现了重要的研发成就。”NHTSA
[嵌入式]
扬声器的原理图_扬声器没有声音_扬声器故障原因及预防措施
扬声器又称“喇叭”。是一种十分常用的电声换能器件,在发声的电子电气设备中都能见到它,在家庭电器中常被用到,包括音箱、电视机、手机、电脑等,那对于它的结构跟原理,大家又知道多少呢?下面跟小编一起来解析下。 1、扬声器的结构 扬声器有许多种类,但其基本的工作原理是相似的,均是一种将电信号转换为声音信号进行重放的元件。目前使用最为广泛的是电动式扬声器,它由振动膜、音圈、永久磁铁、支架等组成。 电动式扬声器的结构,如图1所示: 图1 电动式扬声器的结构 球顶扬声器的结构,如图2所示: 图2 球顶扬声器的结构 2、扬声器的工作原理 当扬声器的音圈通入音频电流后音圈在电流的作用下便产生交
[嵌入式]
三相电机无法启动原因_三相电机故障排除方法
三相电机无法启动原因 三相异步电机是感应电动机的一种,是靠同时接入380V三相交流电流(相位差120度)供电的一类电动机,由于三相异步电动机的转子与定子旋转磁场以相同的方向、不同的转速旋转,存在转差率,所以叫三相异步电动机。三相异步电动机转子的转速低于旋转磁场的转速,转子绕组因与磁场间存在着相对运动而产生电动势和电流,并与磁场相互作用产生电磁转矩,实现能量变换。 三相电机无法启动的原因可能有很多,以下是其中一些可能的原因: 电源故障:检查电源线路是否正常连接,电源电压是否在额定范围内。 电机电路故障:检查电机内部的电路,是否有短路、开路、接触不良等故障。 电机机械故障:检查电机机械部分是否有卡住、转子转
[嵌入式]



