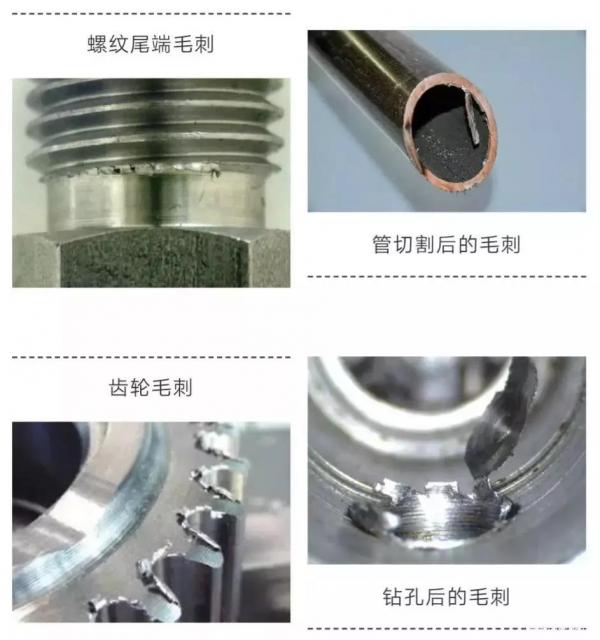
在机械加工过程中,模温机不论采用多高级的精密设备,都会有或多或少的毛刺产生。如何高效去除毛刺成为了机械加工中的重点问题,各种方法也层出不穷,比如:
高压水喷射去毛刺:
以水为媒介,利用它的瞬间冲击力来去除加工后产生的毛刺和飞边,同时可达到清洗的目的。特点:设备昂贵,主要用于汽车的心脏部位和工程机械的液压控制系统。
电解去毛刺:
利用电解作用去除金属零件毛刺的一种电解加工方法。特点:电解液有一定腐蚀性,零件毛刺的附近也受到电解作用,表面会失去原有光泽,甚至影响尺寸精度,工件去毛刺后应经过清洗和防锈处理;适用于去除零件中隐蔽部位交叉孔或形状复杂零件的毛刺,生产效率高,去毛刺时间一般只需几秒至几十秒。适用于齿轮、连杆、阀体和曲轴油路孔口等去毛刺,以及尖角倒圆等。
以上都是一些“新奇的”去毛刺法,常见的铣削加工中,去毛刺都有哪些基础知识要点,下面通过经典案例来看看。
铣削去毛刺分析
在铣削零件中,去毛刺更复杂,成本更高,因为铣削不同尺寸的不同位置会形成多个毛刺。这时候选择正确的工艺参数以最小化毛刺尺寸就显得尤为重要。
影响毛刺形成的主要因素
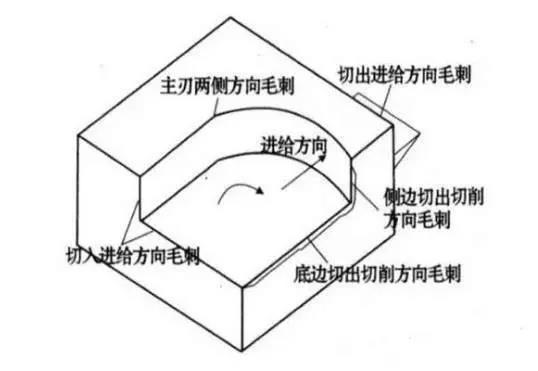
①铣削参数、铣削温度、切削环境等对毛刺的形成会产生一定的影响,部分主要因素如进给速度、铣削深度等的影响通过平面切出角理论和刀尖退出顺序EOS理论体现出来。
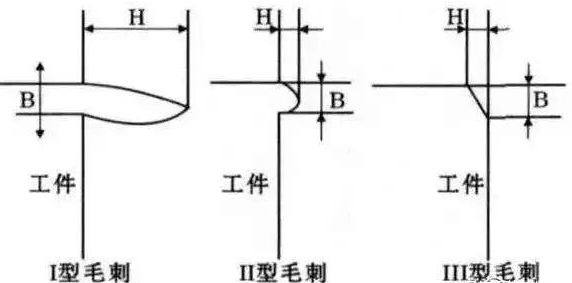
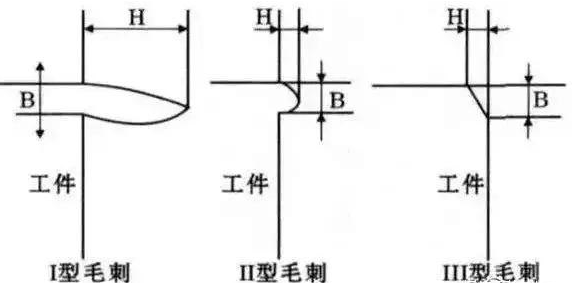
②工件材料塑性越好,越易形成I型毛刺。在端铣脆性材料的加工过程中,如进给量或平面切出角较大,则有利于III型毛刺(亏缺)形成。
③当工件的终端面与已加工平面之间的角度大于直角时,因终端面支承刚度增强,能抑制毛刺的形成。
④铣削液的使用有利于刀具寿命的延长,减小刀具磨损,润滑铣削过程,进而减小毛刺尺寸。
⑤刀具磨损对毛刺的形成有很大的影响,当刀具磨损到一定程度,刀尖圆弧增大,不仅刀具退出方向毛刺尺寸加大,刀具切入方向也会有型毛刺生成。
⑥其它因素如刀具材料等对毛刺的形成也有一定的影响。在相同的切削条件下,金刚石刀具较其它刀具更有利于抑制毛刺形成。
▲金刚石刀具
如何有效处理退刀式产生的毛刺
1.尽量压缩毛刺产生的空间
要抑制退刀时产生的毛刺,消除毛刺产生的空间是一种有效的方法。譬如退刀前可采取倒角处理等缩减空间的措施
2.采用适当的切削条件抑制毛刺
尽量减少切削残留量,必须选择最适宜的刀具和切削的条件。选用前角大、切削刃锋利的刀具。提高切削速度,改善切削特性。尤其是精加工切削时,需采用最小的切削深度和进给量。
刀具与加工工件空间大小,决定了毛刺的大小,让我们来看看关系图:
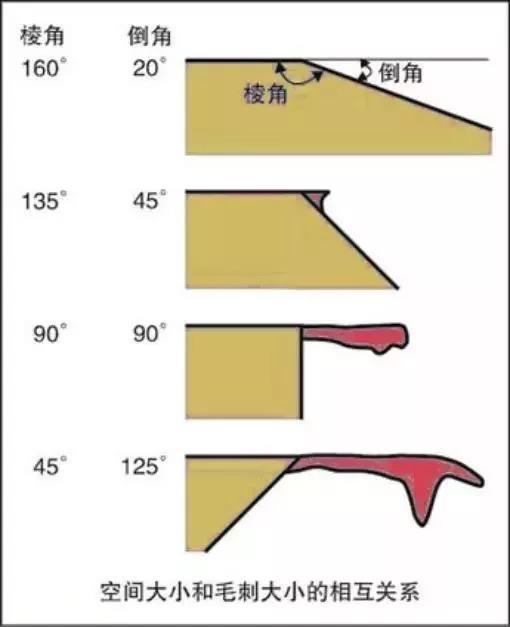
其实在加工的过程中,毛刺无可避免,所以最好还是要从工艺上解决毛刺问题,避免人工的过多介入。使用倒角立铣刀能缩减毛刺产生的空间,能有效去除毛刺,也是清除毛刺很实用的方法。



